轮廓边去毛刺倒角 加工中心去毛刺倒角刀柄 铸件浮动倒角刀柄
FDT S是一用于数控加工中心等机床的浮动去毛刺的刀具,通过浮动机构自动补偿工件尺寸偏差,切除铣边等工序产生的毛刺并倒角。该刀柄通接装旋转锉,可以提供5-10mm的浮动补偿量。刀具由机床、加工中心等主轴直接驱动,对工件的切削压力可以通过内置机械进行调整。
加工参数
驱动方式:由机床主轴驱动
刀柄转速:3000-8000转/分钟
进给量:2000-4000mm/分钟
浮动补偿量:5-10mm(切削刃具标准长度时为5mm,加长时可以达到10mm)
刀柄xunshou大偏离角度:5度
使用ER11标准筒夹,可以夹持0.5-7mm直径的去毛刺倒角刀具。
FDT S浮动补偿刀柄柄部直径为20mm侧固式,可为按客户需求生产HSK、SK或其他形式的刀柄,所有材料的工件都可以用来去毛刺倒角。
优点
免于维护
可高速运行,大大提高生产效率(3000-10000转/分钟,2-5米/分钟)
受益于稳定的浮动补偿机构,整个轮廓面都可获得均匀稳定的去毛刺倒角大小
紧凑的设计,适用于大部分尺寸的机床
根据客户的工件硬度不同,可以提供弱、中、强三种弹性的弹簧供选择
AKS浮动去毛刺倒角刀具在机床上的使用
我们推荐以5000转/分钟的转速来加工,可达到10000转
进给量推荐F=3000mm/分钟,请尽量在一个完整的去毛刺倒角过程中保持进给量一致,以防出现倒角尺寸不一致的情况。编写程序的时候,尽可能让刀具接近拐角,这样才能去除拐角处的毛刺。
径向切削压力
在初次使用AKS浮动去毛刺倒角刀时,我们推荐把径向切削压力设置为1-3mm左右,如果产生跳动情况,则需要继续加大。通常情况下,径向切削压力越大,倒角越大。同时根据工件材料的硬度,调节柄部尾端的螺丝来调整压力弹簧来调整切削压力的大小,整个调节螺纹的长度是10mm,预设螺纹在5mm处。
刀具的旋转及切削方向
使用AKS浮动去毛刺倒角时,刀柄刀具需要顺时针旋转,并沿着工件毛刺边作顺时针旋转
AKS浮动去毛刺倒角刀刀具在切削过程中的运行轨迹
去毛刺倒角通常使用的刀具是锥度倒角刀,在条件允许的情况下,我们推荐客户使用锥角的大直径部分的削刀刃来加工,不仅有更大的容屑空间,防止碎屑包住切削刃,较大的线速度也能提高生产效率。
倒角去毛刺加工加工过程中,就确保刀刃在径向偏移工件轮廓的基准尺寸1-3mm
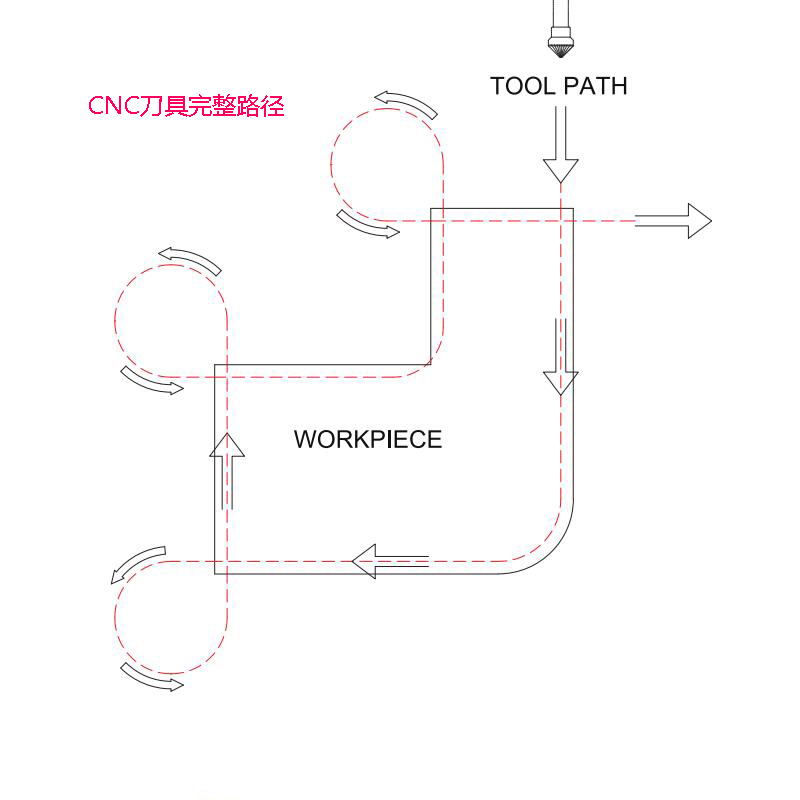
AKS浮动去毛刺倒角刀柄在使用过程中如何切削拐角
被加工轮廓的内直角拐角处一般难以加工,因为切削刃通常不允许同时切削垂直的两个面,这样会导致刀具受力不平衡而产生震动,所以在这种加工条件下,我们建议让倒角刀的行走路径在相垂直两个面的夹角处适当上提,让切削刃的刀尖部分切削毛刺倒角,且此时应降低转速,并以圆弧路径来完成这种复杂条件下的加工。浮动刀柄在去除外直角毛刺时,不能直接沿工件轮廓来拐直角走刀,应如图所示增加一个虚拟的路径,以充分完成上一个面或边的去毛刺倒角,并重新开始新的面或边的去毛刺倒角。